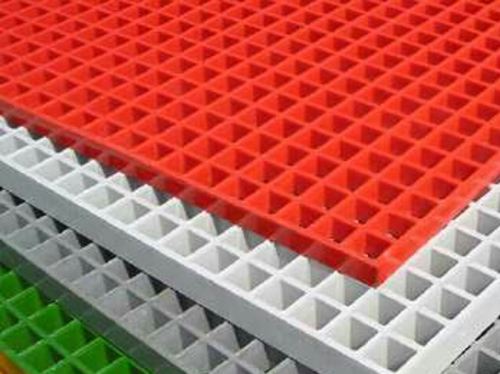
玻璃鋼(gāng)格柵蓋板工藝之拉擠工藝介紹
- 發布時間:2021-03-17
- 發布者:管理員
- 來源: 本站
- 閱讀量:
介紹")
拉擠工藝要求所用的樹脂粘度低,普通應低於2Pa-s,最好(hǎo)是無溶劑(jì)型的,假如必需用溶劑,也應是反響(xiǎng)型溶(róng)劑I樹脂的適用(yòng)期長,最好在8h以上,凝膠工夫應較長而固化工夫又較短(duǎn);固化(huà)膨脹小(xiǎo),要求(qiú)收縮率在(zài)4%以下。拉擠工藝少量(liàng)運用不(bú)飽和聚(jù)酯樹脂,其次是環氧(yǎng)樹脂或(huò)其他改性的環氧樹脂如美國Reichhold公司引薦的Polylite牌號公用聚酯樹脂,其中31-020是硬質高反響性間苯型聚酯樹脂,它的耐熱性好,可進步拉擠速度約五倍(bèi),92-310是(shì)一種兩頭反響性間苯型聚酯樹脂,它具有良好的耐腐蝕性,特別適於拉(lā)擠直徑為25ram以上的型材,92-311是硬質高反響性間苯型聚酯樹脂,它(tā)適於製造有較高耐腐蝕(shí)性和(hé)韌性(xìng)的製品}92-312是中反響性問苯型聚酯樹(shù)脂,適於製造耐腐蝕製品(pǐn),92—313是硬質高反響性聚酯樹脂,配方中含有DAP等組分,製品電性能較好。
拉擠工藝所采用的環(huán)氧(yǎng)樹脂都是室溫固化型(xíng),次要是雙酚(fēn)A與環氧氯丙烷的混合物,粘度在0.4Pa·s以上。固化劑對環氧樹脂的工藝性和製品功能有較大影響,通常選用(yòng)溶解度較高(gāo)或熔點高的二酸酐或環胺類固化劑。近年來由(yóu)於拉擠速度已高達6m/rain,故(gù)要求研製與之相適應的樹脂。圍繞(rào)拉擠(jǐ)工藝所用的樹脂零碎停止的研(yán)討任務有:使用耐熱性和韌性好的熱塑性樹脂,這樣可以降低拉擠工藝(yì)製品的本錢(qián)。如聚碸、聚醚碸、聚丙烯、ABS、尼龍(lóng)、聚碳酸酯、聚亞苯基硫醚等,研製適於高拉擠速度的環氧樹脂,如美國Shell公司使用的(de)高性能碳纖維/環氧(yǎng)複(fù)合材料所用的環氧9102和9302,采用高頻加熱固化,拉擠速度達0.9—1.2m/min;研討能增加因放熱而發作的(de)製品脆裂並能(néng)順應高拉(lā)擠速度的樹脂,研討改善製品低溫功能的(de)樹脂等。目前用於(yú)拉(lā)擠(jǐ)工藝(yì)的熱固性(xìng)甲(jiǎ)基丙烯酸樹脂的粘度低,反響性高;用乙二(èr)醇改性的A階酚醛樹脂和用齊(qí)聚多元醇改性的A階酚醛樹脂的力(lì)學性能與聚酯樹脂相反,但熱變形溫(wēn)度高得多。
用於拉擠製品的加強(qiáng)資料多為玻璃纖維及其製品,如無撚粗紗(shā),布帶和各種氈片。為了滿足(zú)特殊的(de)機械性能要(yào)求,也可采用芳綸、碳纖維(wéi)、金屬絲網夾層等初級資料。這些纖維及其製品必需經過(guò)適當的(de)外表處置,並選用(yòng)與樹脂(zhī)相匹配的偶聯劑。拉擠工藝對無撚粗紗的要求是不發生懸垂景象,否則影響拉擠作業的停止;集束性好;易被塒(shí)脂滲透,機械強度較高。對玻璃纖維氈則要求有能接受牽伸(shēn)力的足夠強度。拉擠製品的纖維以單方向排布為主,為了適當(dāng)添加(jiā)橫向強度,有時用橫向(xiàng)加強措施,用得較普遍的是氈片和(hé)纖維(wéi)織物,也可采取纖維環向纏(chán)繞或螺旋纏繞的辦法停止橫向(xiàng)加強。近年來,開展了纖維針織物用以替代氈片和粗紗(shā)編織物作為加強資料。玻璃纖維針織物以單(dān)束紗線延續圍繞穿插的方式堆疊在一同,並互相纏結固(gù)定。針織物的單重平均,強度高,彈性好且不易懸(xuán)垂,它(tā)可以進步玻璃鋼製品(pǐn)的衝擊強度和剪切強度,並可加工成定向或三向織物。三向針織物是製造(zào)高性能拉擠製品的理想加強(qiáng)資料,可以克製拉擠製品層(céng)間剪切強度低和易於沼縱向剖麵開裂等缺陷。三向針織物有(yǒu)玻璃纖維、碳纖維以(yǐ)及玻璃纖維與碳纖維或芳綸混(hún)雜的編織物。